




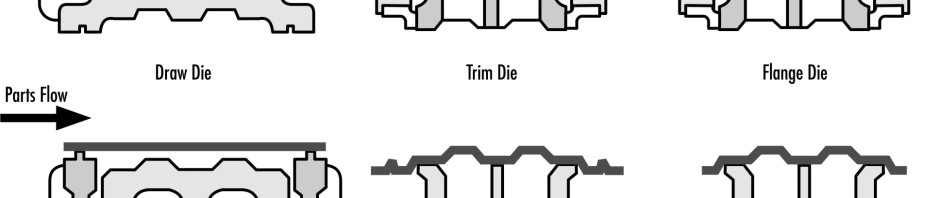
Getting a wrinkle-free result is not like laser cutting, metal bending, or metal rolling. I know they have their own challenges but compared to them, difficulties of metal fabrication deep draw operations are somehow more irritating.
No matter how hard you try, wrinkles, buckles, oil canning, and loose material is an everyday problem in deep draw operation for stainless steel fabrication, aluminium fabrication or steel fabrication.
Addressing the challenges and getting past them requires extensive knowledge and understanding of the metal flow and how the metal flow is affected by the step beads, draw beads, draw bars and also the effects of part 3D geometry.
The Draw Beads
These are rib look-alike projections, which are mounted on either the draw ring or the binder. It restricts or controls the metal flow that goes inside the die cavity. Basically, it is a speed bump but for the metal traveling into the die.
Draw beads control the metal pulled into the die cavity with the vertical actions of the stamping press. They force the metal to bend or unbend before going into the die cavity. It creates a restraining force on the material, which causes it to enter into the die cavity at a reduced volume and reduced rate.
The Step Beads
Apart from the shape, the step beads are very similar to traditional half-round draw beads. They are usually located at the outer perimeter and this location allows the bead to have optimal control of the metal flow, which affords the opportunity to save material.
These beads can easily be set with lesser force compared to traditional half-round beads. Also, often these beads reduce strain hardening, which is caused while the bending or unbending process.
The Draw Bars
The draw bars are bumps or just semi-rounded “miniposts”, which are mostly used in Class-A stamping. They are very different from draw beads because unlike draw beads, they are not a part of the die. Instead, they are a part of the draw punch.
They have 3 primary functions. First, they equalize the material consumption for given geometries. Secondly, they hold the blank up off from the post surface. And lastly, they give you the opportunity to obtain stretch presents itself while the bank could be held up off from the post surface.
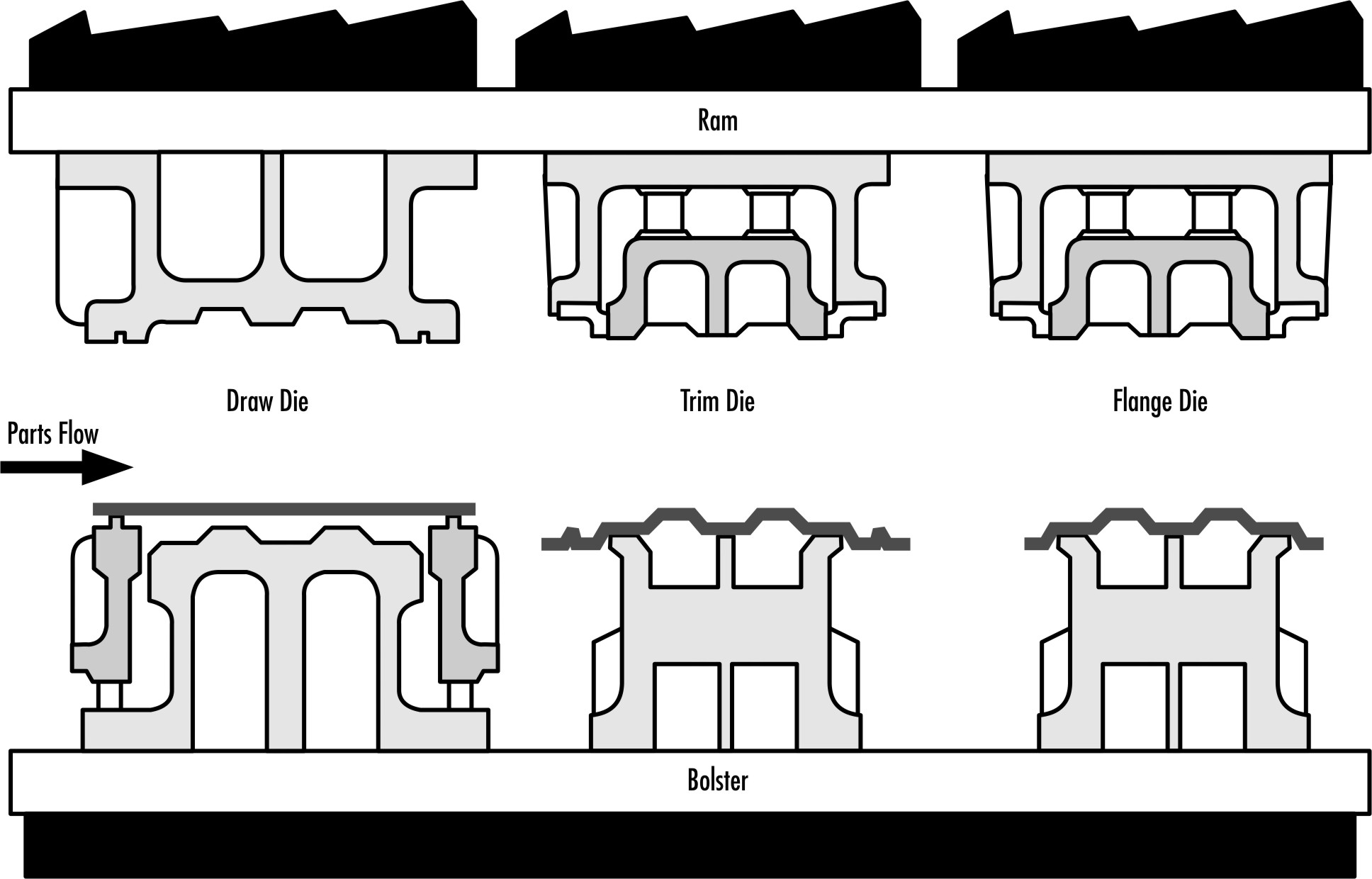
The Part Geometry
You can understand how much stretching can be achieved during a drawing action just by looking at the shape of your draw punch. In simpler words, when there is a big male radius on the die cavity or on the punch, the material will most likely flow and stretch.
The small radii usually tend to limit or lock off the flowing or stretching of metal. As long as the parts are properly designed, you may expect extensive stretch and flow in both from the binder area and the product itself.

Conclusion: No matter what process you are going through, to get the best result, you must ensure your operators know what exactly goes down there when he turns on the switch. Trust me, it helps.


{kind=link}