





Precision in stainless steel fabrication, aluminium fabrication, and steel fabrication processes like metal bending, metal rolling, laser cutting, etc. is of utmost importance, especially in plasma cutting. Almost half of the parts cut on the plasma cutting table usually need beveled edges, mostly for welding in metal fabrication. In most cases, the edges are cut with an alternative process, like laser cutting. So fabricators do is first cut the parts using plasma and then move the parts to another place where the edges are beveled. This is not efficient for 3 reasons. First of all, it takes more time. Secondly, the second time edge preparation requires more labor for workers and finally the most important reason, wastage of metal.

But if fabricators use a bevel head on the plasma table, they can overcome the three obstacles to make the metal products cost-efficient. Although getting the beveled edges from the plasma table may not be the best solution, it’s definitely better.
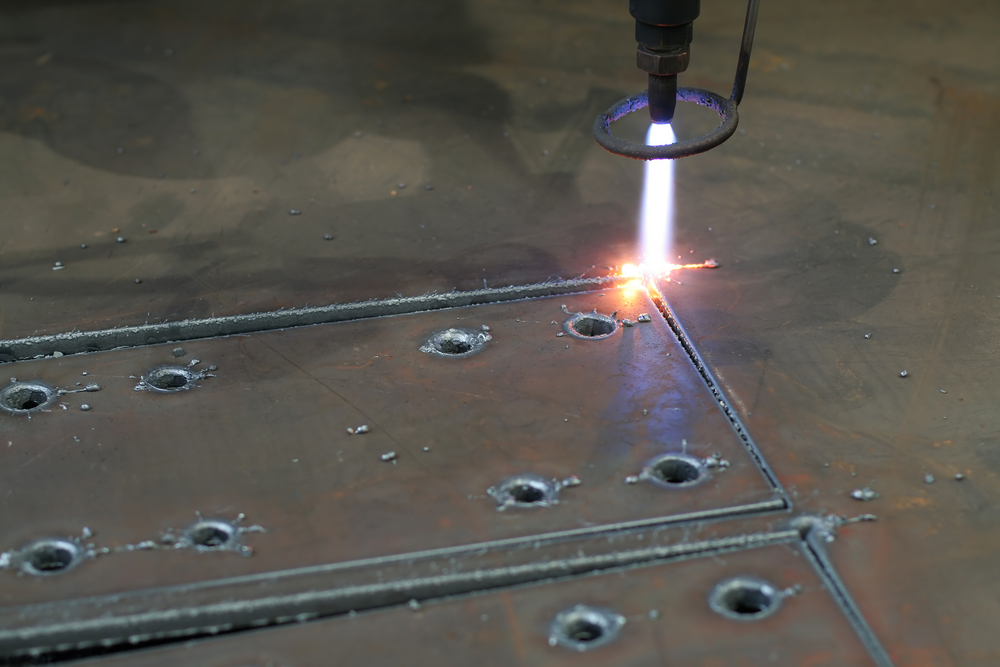
Beveling with Plasma
As I have mentioned earlier, beveling the metal edges can help fabricators save a good chunk of money as well as time. Besides, today’s cutting-edge, pun intended, plasma cutting technology is much capable to give your better-beveled edges. So why bother sending the parts to another workstation and get the edges cut in another process which will not only cost you money but also valuable time form your production.
That’s why fabricators should realize that plasma cutting is the way to get beveled edges. Bevel Cutting only requires the plasma system and a high OCV (open-circuit voltage) with an industrial duty cycle. It will ensure that the voltage while cutting, piercing and especially while obtaining higher bevel angles, will not exceed that plasma system’s capabilities and all of this while maintaining a safe distance between the plate and the torch. This safety distance is important to avoid damage to your consumables from the molten metal slags producing when crafting the edge.
Among the different types of torches for plasma cutting, the pointy one is most efficient because of its efficiency in cutting height compulsory to keep a minimal clearance for the bevel cutting, also without posing any threat to your consumables. A clearance distance of 0.08 to 0.1 inch is recommended here.
But it is true that the more clearance you have, the reduced possibility of consumable good and torch damage while leading to a higher and efficient cutting height and also a higher cutting voltage. Both of them have their own problem. While higher cutting height may result is low-quality edge and requires a higher cutting angle compensation, the higher cutting voltage may the plasma’s duty cycle.
Modern plasma system is also capable of minimizing the so-called process shift when that plasma arc shift across the top of the plate while the torch tilts. The AC head accomplishes this feat by optimizing the relation between the torch head and the bevel pivot point.
There are multiple factors to consider for different cutting bevel types. Like V cut for smooth cutting edge and Sharp bottom edge.
When a bevel is made with the plasma cutting, the high-temperature gases are blown into the kerf result in a rounded top and rough edge.
Nowadays, most of the fabricators realize that bevels with plasma cutting are better in every way and that’s why the smart ones don’t push their product in another place for the beveled edges. Remember, staying up-to-date is really important besides giving the best service in order to keep your number on your client’s phonebook. So, never stop looking more advanced and efficient alternatives.

